
فرآیندهای ساخت
تمام محصولاتی که اطراف خود میبینیم و با آنها سر و کار داریم حاصل نوعی فرآیند ساخت است.
این فرآیند میتواند در کارگاهی کوچک در اطراف شهر یا در کارخانه ای بزرگ و پیشرفته (که خود عامل توسعه یک شهر یا حتی کشور است) ساخته شده باشد.
به طور کلی فرآیندهای ساخت قطعات فلزی (و یا حتی غیر فلزی مثل پلیمری، سرامیکی و …) را می توان به 4 دسته کلی تقسیم کرد.

لازم به ذکر است که هرکدام از این فرآیندها نیز به اقسام و انواع مختلفی دسته بندی می شوند.
شکل دهی فلزات
شکل دهی فلزات، فرایندی است که در آن فلز با اعمال تنش تغییر شکل می دهد و محصولی را به وجود می آورد.
آنچه این فرآیند را از سایر فرآیندها متمایز می نماید بالا بودن کیفیت قطعه از نظر خواص مکانیکی است.
همچنین در بسیاری از موارد پایین بودن اتلاف ماده اولیه از دیگر نقاط قوت در این روش به حساب می آید. فرآیندهای شکل دهی را می توان به دو گروه کلی تقسیم بندی کرد:
شکل دهی حجمی و شکل دهی ورق. در شکل دهی ورق نسبت تغییر سطح به حجم قابل ملاحظه نیست در حالی که این نسبت در شکل دهی حجمی بسیار قابل توجه است.
در صنایع امروزی به کارگیری هر دو گروه کاربرد زیادی دارد. عموما شکل دهی فلزات با متغیرهای زیادی همراه است که برای بهینه سازی فرآیند باید اثرات آنها به طور همزمان مد نظر قرار گیرد.
منشأ عمده این متغیرها را در سه عامل عمده یعنی ماده اولیه، ابزار (شامل قالب و پرس) و شرایط محیطی (شامل درجه حرارت و اصطکاک) می توان جست.
یکی از اهدافی که در شکل دهی فلزات دنبال می گردد تخمین اثرات همزمان متغیرهای ذکر شده بر فرآیند شکل دهی است.

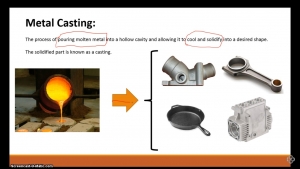
ریخته گری
ریخته گری یکی از انواع فرآیندهای ساخت است که از طریق ریختن مواد مذاب به داخل محفظه ای به نام قالب و سپس سرد کردن آن انجام میپذیرد.
این روش به دلیل فهم ساده عملیات یکی از قدیمی ترین روشهای ساخت به شمار میآید که قدمتی در حدود 7 هزار سال دارد.
میتوان گفت درصد بالایی از ماشین آلات صنعتی دارای حداقل یک قطعه ریختهگری در خود هستند.
این قطعات میتواند از چندین گرم با ابعاد چندین میلیمتر (مثلا اجزا یک جواهر زینتی) تا قطعاتی به وزن چند ده تن و به ابعاد چندین متر (مانند پروانه های کشتی های غول پیکر) باشد.
فرآیندهای ریخته گری معمولا در زمانی که قطعات دارای اشکال پیچیده و دارای حفره هستند انجام می پذیرد.
در بسیاری از فرآیندهای ریخته گری برای شکل دادن قالب نیاز به یک الگو (Pattern) وجود دارد که جنس و تعداد دفعات استفاده از آن مستقیماً به نوع فرآیند ریخته گری بستگی دارد.
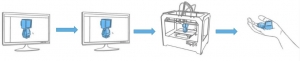
ساخت افزایشی
فرآیند ساخت افزایشی، روند ساخت اجسام جامد سه بعدی از یک فایل دیجیتالی است.
در این فناوری ایجاد یک شیء سه بعدی با استفاده از روندهای افزودنی انجام میشود.
به این معنی که به تدریج با ساختن اجزا، یک قطعه را می سازند و حجم اولیهای وجود ندارند.
در یک روند افزودنی یک قطعه با قرار دادن پی در پی لایههایی از مواد درست میشود.
قرار دادن لایهها تا زمانی که کل شیء ایجاد شود ادامه مییابد. هر کدام از این لایهها در واقع یک مقطع نازک افقی از جسم نهایی هستند.
با استفاده از ساختار لایه ای، چاپگرهای سهبعدی قادر به ساخت اشیاء تو خالی، اجسامی با پیچیدگی های درونی و یا اجسامی به سادگی مکعبهای همگن هستند.
به ساخت افزودنی (Additive Manufacturing) نمونهسازی سریع (Rapid Prototyping) یا در حالت کلیتر چاپ سه بعدی (3D Printing) هم گفته میشود.
اصطلاح نمونهسازی در صنایع مختلف جهت توصیف یک فرآیند سریع جهت ایجاد یک سیستم یا قسمتی از یک سیستم تا قبل از ساخت نهایی استفاده میشود.
از آنجا که امروزه قطعات تولید شده با روش ساخت افزودنی به طور مستقیم در صنایع مختلف مورد استفاده قرار میگیرند دیگر اصطلاح نمونه سازی سریع نام مناسبی برای این فرآیندها نیست.
ماشینکاری
ماشینکاری یا فلزتراشی یکی از انواع فرآیندهای ساخت قطعه است که با حذف تدریجی ماده قطعه مورد نظر را حاصل میکند. در واقع این روش را میتوان در مقابل روش ساخت افزایشی، یک روش ساخت کاهشی نامید.
مکانیزم ماشنکاری معمولا از یک ماشین تراش، یک ابزار (قلم) و ماده خام (قطعه کار) تشکیل میشود.
اصل کلی در ماشینهای تراش ایجاد سطح لازم بر روی قطعه کار از طریق حرکتهای نسبی مناسب بین قلم و قطعه کار است.
لبه برنده قلم لایه ای از قطعه کار را بر می دارد؛ ماده برداشته شده تراشه یا براده نامیده میشود.
ساده ترین سطوحی که در این فرآیند ایجاد می شوند مستوى و استوانه ای (داخلی و خارجی)اند.
مثلا اگر قلمی بر روی خطی مستقیم حرکت رفت و آمدی داشته باشد و قطعه کار به طور یکنواخت با حرکتهای پله ای و در امتداد عمود بر حرکت قلم به زیر آن تغذیه شود، حرکت پیشروی سطحی مستوی به وجود می آید.
سطح استوانهای را هم میتوان با به چرخش درآوردن قطعه کار و پیشروی قلم در امتداد محور چرخش قطعه کار ایجاد کرد. بنابراین به طور کلی باید ۲ نوع حرکت نسبی در ماشین ابزار ایجاد شود.
این ۲ نوع حرکت عبارت اند از حرکت اصلی و حرکت پیشروی، که به صورت زیر تعریف می شود:
حرکت اصلی حرکتی است که توسط ماشین یا به طور دستی صورت میگیرد و رویه قلم را به سمت داخل ماده قطعه کار نزدیک میکند و همین حرکت است که بیشترین توان لازم برای عمل تراش را به خود اختصاص می دهد.
حرکت پیشروی حرکتی است که قلم یا قطعه کار دارد و وقتی به حرکت اصلی ماشین ابزار اضافه شود باعث میشود که عمل تراش استمرار یابد و سطح تراشیده شده با مشخصات هندسی مطلوب به دست آید.
این حرکت می تواند به صورت پلهای یا پیوسته باشد که در هر حال معمولا مقدار کمی از کل توان لازم برای عمل تراش را جذب می کند.

